| 製造工程の流れ | |
| 1.受 注 | |
| お客様によって発注形態は様々ですが、当社では受注から納品までのフローチャートに基づき、 一貫した管理の下、業務を進めて参ります。 超短納期などのイレギュラーな発注にも柔軟かつ迅速に対応可能な体制をとっています。 また、同時にコスト・納期の打ち合わせをし、社内日程を決めていきます。 |
|
| 2.展開(バラシ)工程 | |
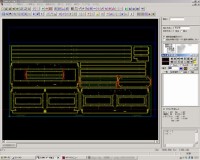
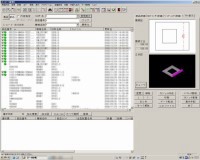
| お客様からお預かりした図面・CADデータをバラシから最終組立まで全ての工程を社内分析し、 VA/VEを提案しながら、必要に応じて試作を含め、製作に取り掛かります。 また、材料メーカーと加工に於いての共同開発も行い、新素材を板金業界へ取り込む事で、 客先へ積極的にアプローチしています。 自動プログラミング装置(AP-100)で作成された図形・加工データは、ベンディングデータまで 自動作成し(BEND-CAM)、データサーバ(ASIS100PCL)に全て蓄積され(現在20万本超)、 現場端末(NCT,レーザー加工機,NTベンダー)へ社内ネットワークにてデータを供給しています。 |
|
   |
|
| 3.ブランク(板取り)工程 | |
| 当社ではNCT加工とレーザー複合加工で、要求品質に叶った製品を加工します。 NCT金型保有数は約500種。それも薄板用から中厚板用まで各クリアランスを保有しており、 金型研磨機(TOGUⅢ)によって常に最高の切れ味が保たれています。 材質・板厚・製作仕様によりパンチ・レーザー複合加工とNCTとを使い分けます。 また、2次元CAD/CAM対応も可能、現在一部製品で実施しています。 自動倉庫(MARS-1048)、材料自動供給装置(NCMP-1224NC)とを連結したNCT(VIPROS-Z368NT)は 24時間連続稼働が可能、量産体制への対応も万全です。 |
|
   |
|
| 4.曲げ工程 | |
| 曲げ金型保有数は100本を超え、あらゆる曲げ加工に対応できるよう常にベストな状態に管理され、 長年の経験で蓄積した技術力で高精度・高品質な曲げ加工を行っています。 当社では最長3.2mまで、最大加圧130tまでの加工可能なNTベンダー(HDS1303NT)を有し、 ベンディングデータのネットワーク化により、曲げ寸法・方向・順番・金型選定等の いわゆる「職人の技」に頼る部分までデータ化されたおかげで、曲げ工程に負荷が生じた場合も 他工程から応援できる体制になっています。 |
|
   |
|
| 5.溶接工程 | |
| 材料・仕上げ方法・製作仕様等によってアーク溶接・Tig溶接・Mag溶接・スポット溶接・スタッド溶接を使い分け、 あらゆる溶接に精通したスペシャリスト集団です。 ここでは単に「溶接する」だけでなく、溶接によって発生する歪みを熟練技により取る作業を含め、 塗装やメッキ等の次工程を考慮した仕上げをしています。 ベテランの経験に頼る部分こそ多い工程ですが、当社では積極的に若手社員を投入し、 日々、育成・技術継承に努めています。 |
|
   |
|
   |
|
| 6.表面処理・組立・配線工程 | |
| 平成27年3月に金属表面処理・塗装設備を導入し、現在は受注量のほぼ100%を社内にて処理しています。 県内外の業者とも強力なネットワークを持ち、「各種金属塗装」「各種メッキ」「アルマイト」 「ヘアライン仕上げ」と、あらゆる客先ニーズに答えられるようになっています。 表面処理を施した部品の機構組立はもちろん、配線組立、配線後のエージングまでを社内で行い、 板金製作から配線組立までの一貫生産が可能となっております。 |
|
   |
|
   |
|